4.レーザークリーニング
当社の高ピークパワーのパルスファイバレーザにより高精細・精密なクリーニング加工を実現
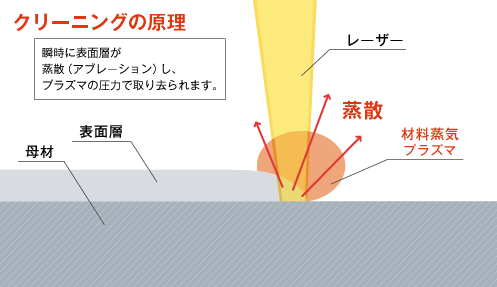
レーザクリーニングは溶剤や水などを用いないドライ環境でのクリーニングで、二次廃棄物の処理を必要とせず、機械的な切削とは異なり非接触加工であるため、母材自身を傷つけずにクリーニングを行うことが可能になります。溶接前の塗装・酸化膜の除去処理、金型や部品表面の錆取り、清掃や仕上げ処理、塗装膜やめっき層の除去など幅広く適用されはじめています。
真鍮の表面洗浄例
真鍮の鉄道模型の表面洗浄例を示します。通常では中性洗剤やクレンザーを使用し、ブラシやたわしなどの掃除用品で錆や手垢の除去を試みますが、細かい造形箇所にある汚れの除去は容易ではありません。レーザクリーニングによる表面洗浄では、細かい造形箇所に傷を付けることなく、均一に洗浄することができます。動画では、レーザ照射部と非照射部分とを区別し、比較を行いました。ボルト部の塗装剥離の動画と同様に、微小なエリアの凹凸部でも素早く洗浄することができました。
ビーム成形技術のご紹介
レーザクリーニングの課題の1つに、対象材によっては、母材に傷や照射痕が残ることがあります。特にレーザ平均出力の高い条件では、母材表面に微小な凹凸が形成されやすくなり、照射痕として残ってしまいます。
所望の加工に適したビームを成形することで、この課題を解決できます。今回、特殊な光学系を照射ヘッドに組み込み、鏡面を損なわない施工を紹介いたします。
動画では、特殊光学系の有無での、照射後の母材状態の比較を行いました。特殊光学系無しでは、母材にレーザが照射され、鏡面状態から変化してしまいましたが、特殊光学系を通してレーザ照射した場合、母材に影響を与えることなく、表面の黒色層の除去後も母材の鏡面を保存することができました。
集塵ノズルのご紹介
レーザクリーニングでは、錆や塗装を除去することができますが、対象材によっては、非常に多くの粉塵が発生します。多量の粉塵は人体に悪影響を及ぼします。また、粉塵がレーザ出射口に付着することで、除去能力の低下や、保護ガラスの破損に繋がる恐れがあります。
従来では、吸引または排出を行うための設備(集塵機)を照射対象材の近くに配置して集塵していましたが、発生した粉塵が飛散して回収が困難なため、対象材やその周辺に飛散・残存することが課題となっていました。
この課題に対して、今回ご紹介の集塵ノズルを使用すると、粉塵を飛散させずに回収することが可能となります。この集塵ノズルは、独自の設計により、回収した粉塵はレーザ出射口に付着しないため、除去能力が低下することはありません。また、既存の照射ヘッドへの取付が可能です。集塵ノズルのご使用により、粉塵処理の課題を解決し、ランニングコストを低減することができます。
橋桁施工への適用例
橋梁は何十年も風雨に晒されるため、塗装が劣化し錆が浮いてきます。そこで、古い塗装を剥がし錆を削って再塗装する作業が定期的に行われます。
ところが、ボルト締結や溶接されている箇所は、入り組んでいるため塗装を剥がすための工具が届きません。橋梁の強度を保つ上で重要な部分のため、確実に施工を行えるような工法改善が望まれています。
レーザクリーニングはこの期待に応える能力を持っています。狭い隙間でも、光が通過できれば塗装・錆を取り除くことが可能です。動画では、3面溶接の隅部の除去状況を紹介します。支障なく最奥の箇所まで施工できる様子をご覧頂けます。
照射痕を抑制した表面洗浄(がいしの汚れ除去)
がいしは、ガラスや磁器、合成樹脂などを材質としており、電線の電気絶縁のため、電柱、鉄塔、電車などに使用されます。がいしは、長期間の使用により、表面に汚れが付着し、沿面放電のリスクが高まります。そこで、事故防止のため、定期的ながいしの洗浄作業が必要となります。レーザクリーニングを実施すると、レーザ照射パワーを調整して複数回照射することで、がいし表面に照射痕を残さず汚れを除去できます。また、レーザクリーニングは非接触かつドライ洗浄のため、遠隔制御が容易で環境対策にも効果を発揮します。
照射痕を抑制した表面洗浄(SUS系材料表面に付着した油性マーキングの除去)
汚れが材料表面に付着し、それを除去する場合、通常であれば、材料表面に傷をつけてしまう可能性があります。レーザクリーニングであれば、レーザ照射パワーを調整することで、金属表面に照射痕を残さず、汚れを洗浄処理することができます。
提供元: 株式会社IHI検査計測殿
提供元: 株式会社IHI検査計測殿
レーザクリーニングによる溶接性の向上(亜鉛めっき鋼板、64チタン(Ti-6Al-4V))
溶接加工においては、溶接後の内部欠陥を低減することが、溶接品質の向上に寄与します。内部欠陥の低減に効果的なのは、溶接前の材料表面の洗浄です。
防錆性が優れており、自動車用の車体等に使用される亜鉛めっき鋼板においては、溶接前のめっき層の除去の有無で、溶接性を比較しました。その結果、レーザでめっき層を剥離することで、溶接後の内部欠陥の低減を確認できました。
亜鉛めっき鋼板のレーザ溶接では、板間に空間(ギャップ)を空けることで内部欠陥を低減する工法がありますが、レーザで洗浄することで、ギャップ管理・ワイヤー添加を不要とすることができます。
従来から溶接加工が難しいとされている64チタン(Ti-6Al-4V)においては、材料の突合せ面の洗浄方法で、溶接性を比較しました。その結果、アセトン洗浄、防錆剤塗布時と比較して、レーザによる洗浄が、内部欠陥の低減に優れていることがわかりました。
いずれも、溶接前処理にレーザクリーニングを適用することで、内部欠陥の極めて少ない溶接が可能になります。
提供元: 株式会社IHI検査計測殿
提供元: 株式会社IHI検査計測殿
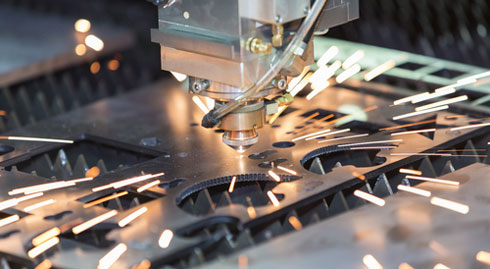
高ビーム品質のレーザにより、手動でも安定した高品質加工を実現
塗装の剥離には色々な工法がありますが、電動工具は騒音の問題があります。ブラストはブラスト材が飛散するので養生が必要になります。薬品による剥離については、ボルト部には適用し辛いことや、事故も多く発生していることが問題となっています。
レーザを使用することで、これらの問題が解決されます。
さらに、当社のレーザは、高ビーム品質によりレイリー長が長いため、加工品質が安定します。また、ボルト部のような微小なエリアの凹凸部に対しても、小さいスポット径による精密な照射が可能になります。加えて、高ピークパワーでの非接触加工により、被塗装物を傷つけることなく、塗装膜のみを除去する高品質加工を実現します。
|
電動工具 |
ブラスト |
薬品 |
レーザ |
作業時間 |
△ |
△ |
〇(短い) |
△ |
薬品の処理 |
|
|
× |
〇(不要) |
加工中の騒音 |
× |
|
|
〇(無) |
加工中の飛散物 |
|
× |
|
〇(極小) |
品質安定性 |
|
|
|
〇 |